Hylax has many years of experience in large panel glass handling equipment for laser processes like marking and trimming. This equipment usually index the glass flat panel by conveyor or high speed linear stages mounted on granite tables. The glass panels may be fed in by upstream conveyors or big robots with double arms to quicken product transfer.
For conveyors, special four sided clamps and precisors are used to precise the product during operation. There is significant position drift on all areas of the glass especially when handling glass of less than 0.5 mm thickness. To ensure accurate marking, local fiducials are registered first and drifts compensated for during operation. Subsequently the data matrix or text marked is verified by vision inspection immediately for good quality after the procedure. This is also done for trimming of thin film conductor lines with width of less than 5 ums. All these essential functions are made possible by Hylax patented Scanvision invention. The conveyor rollers are made of special plastic material, hard enough to withstand glass cut yet soft to prevent scratches on product and also of anti-static material to prevent static build up in the system which can attract contamination and also stick materials together causing machine jam.
For robot arms, usually 4 to 5 forks types are used. The panels are retrieved from big magazines. These magazines are delivered by ASRS, autonomous vehicles which transport the magazines around the factory. The glass panels are laid onto glass bars to be held securely during operation. The glass panels are held tightly to the glass bars by vacuum. The glass bars have air channels machined in and have small air holes where the product rest. The channels are use both to blow and suck the product at different stages of the operation. Edge precisors are also needed to precise the product similar to the conveyor description above. The granite table with the stages rest on active air suspension to counterbalance the high acceleration of the stages during indexing.
Sophisticated host communication link is required to determine how to transport, process the products and also report quality information back to the host. This includes SECS Gem protocol and MELSEC net. Also all the modules provided by different vendors need to be linked and managed by the master program in the Hylax machine. Easy recipe programming is required for engineers to setup new models consisting of up to 100s of marking or trimming locations quickly. All this is made possible as Hylax has finetuned the programs for all aspect of the machine operation and control. As a result the operation of the machine can be optimised and made as simple as possible to reduce cost, improve performance, reduce maintenance and increase reliability.
High uph, accuracy and verified quality are required for this process. High uph is achieved by using high speed conveyors or linear stages on granite base. Further speed improvement is attained by using multiple laser markers or trimmers ganged together along the cross axis. The controller has to segment the product into regions, assign the work to each laser head, index the stage accurately and combine quality information of the process back to the host. For marking of 2D codes like vericode invented by Veritec which is not public domain, a method is developed to share the code generator with all the laser heads thus needing only one licence. Powerful Cognex imaging library is used to ensure fast and accurate image processing results in Scanvision.
Accuracy and quality verification are achieved 100% by using Hylax Scanvision technology. This ensures that no single bad product escapes downstream.


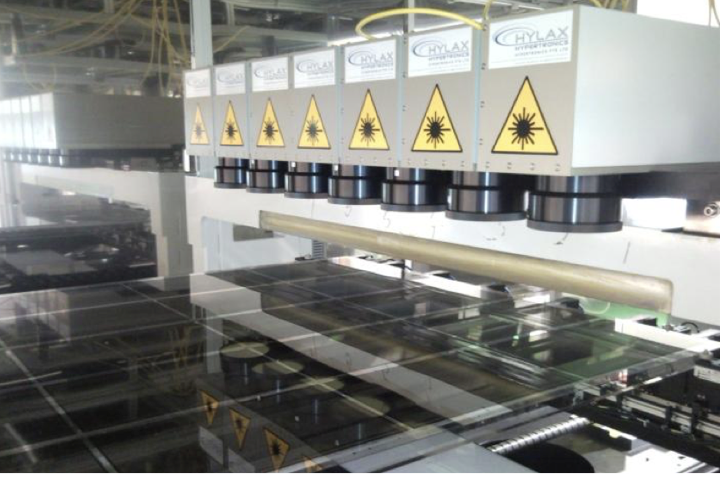
Dual stage laser shoring cut machine