Lasers can be used to drill holes in many different applications across all industries. Here is a selection of applications done with this technology in both the medical as well as the semicon packaging field.
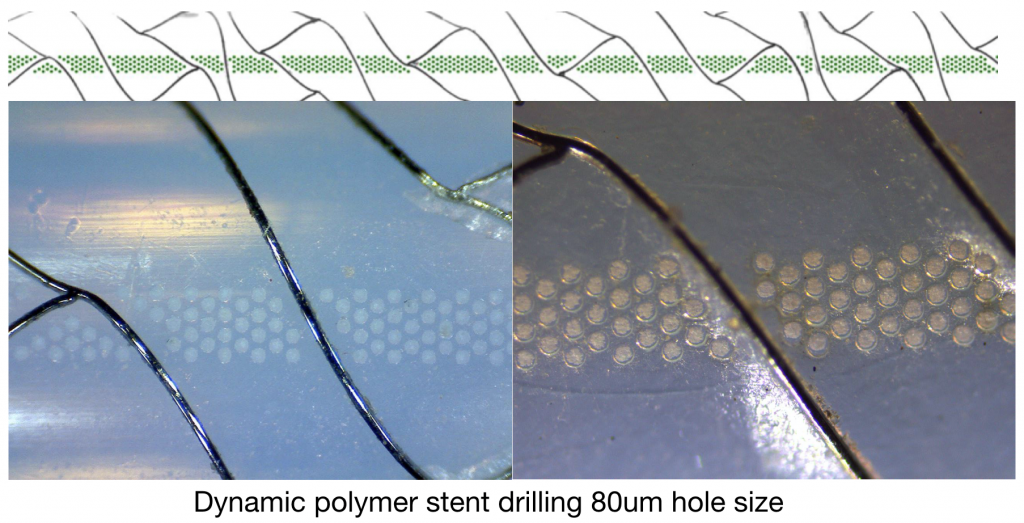
Laser drilling of stent tube
One of the process in stent manufacturing is hole drilling of the tube holder. This micro size holes are easily drilled by lasers. However the laser beam should not impinge on the metal stent itself as it will damage it. Using Hylax proprietary ScanVision technology we are able to do it by programming the general pattern of the holes to be drilled and inspecting each spot before actual drilling and skip if a part of the metal stent is in the way. As the stent wires are flexible, a blind method of initial programming is not workable as the wires will rest randomly. The dimensions are in 100s um so there is no room for safe zone buffering the holes from the stent wires. With this technology we can use solid state lasers instead of excimer lasers which requires more maintenance and need toxic gases to operate. This method also improves throughput of the process.

Via holes drilling in fluidic channels in soft air permeable material with high speed and high accuracy
Lasers can be used to drill via holes in micro fluidics applications. These are usually via holes to connect between layers of fluidic microchannels. The holes have to be drilled very accurately to join the microchannels. Furthermore some base material used may not be rigid, making product wide registration marks inaccurate. The holes must also have consistent shape and size to make good quality and reliable flow connections.
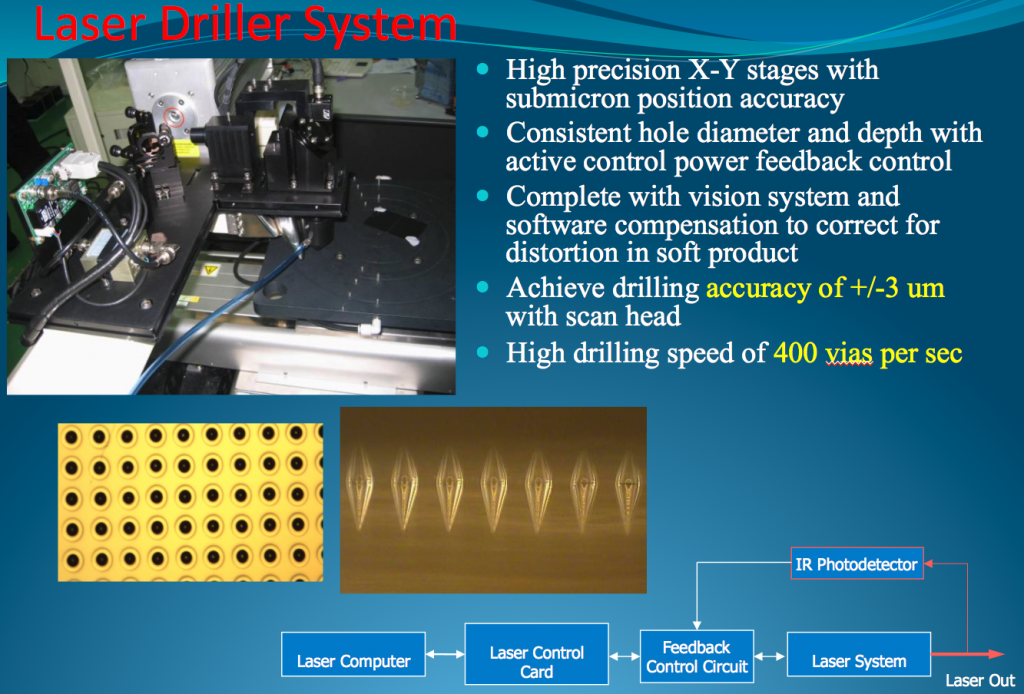
For this application a sealed tube CO2 laser was used with a scan head. A scan lens with small mark field was chosen as very small holes were drilled. Since the density of vias was high the throughput of the process was still adequate. An air cooled laser was selected for easy maintenance and smaller form factor. This laser has a long lifetime of more than 5 years. However as the laser power stability was not good enough to drill such small holes with required consistency, Hylax has developed a closed loop laser power feedback system to improve the power stability. With this method the hole size consistency was achieved.
Using a scan head instead of fix optics increases holes drilled throughput from approximately 5 holes to 600 holes per second. However scan head is much less accurate than fix optics. So many steps and technics were used to calibrate, align and improved the accuracy of using the scan head for this application.
This machine was able to achieve a final accuracy of ± 3 um for hole punched in relation to it’s fluidics circuit package layout. A motorised variable aperture was included to enable different diameter holes to be drilled.
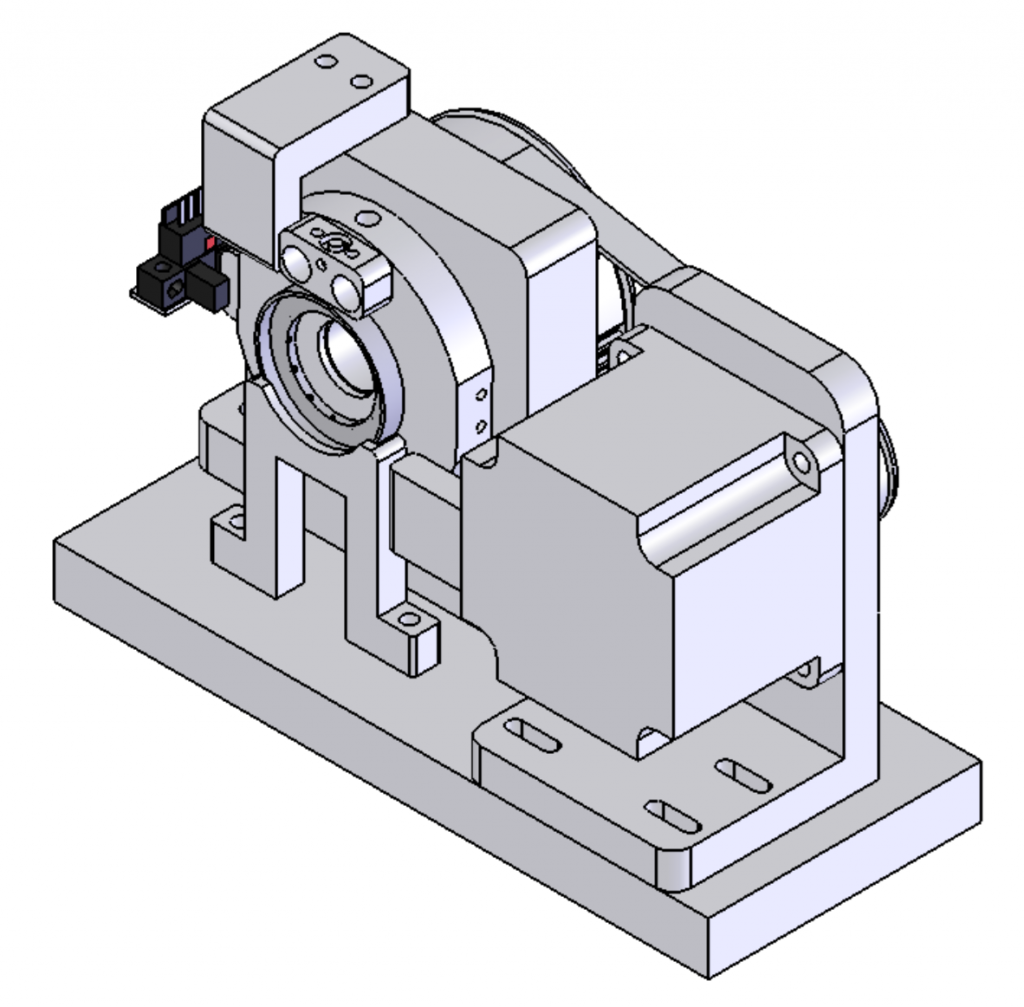
The machine consists of a front loading vertical sliding door. The wafer is placed on a metal chuck with air suction and blow facilities. Different patterns of chuck hole channels were provided to suck and blow during loading/unloading and wafer alignment. As the machine must cater for different wafer diameters, pneumatic valve switches were included to activate different channels for different wafer diameter.
On pressing the start button the door slides shut and the XY stages move the wafer to the low zoom camera to scan the global registration marks to acquire the rough positioning of the product. Using that data the XY stage then moves to each device in the wafer to begin the high precision registration using a high zoom camera. This data is fed through a 2nd order interpolation algorithm to calculate the highest accuracy for each drill position to compensate for the the wafer’s soft material distortion. Height of the wafer at different points must be accurately determined using a focus searching software in combination with the high zoom camera as the wafer is not flat throughout. This process is continued until all the devices are done. Holes can also be inspected for quality after drilling.
As there are many devices in one wafer the process time is long and manual loading is suitable. The process is kept clean with hepa filter blow down. The machine has to be kept in a temperature stabilised control environment to keep the accuracy of the stages.
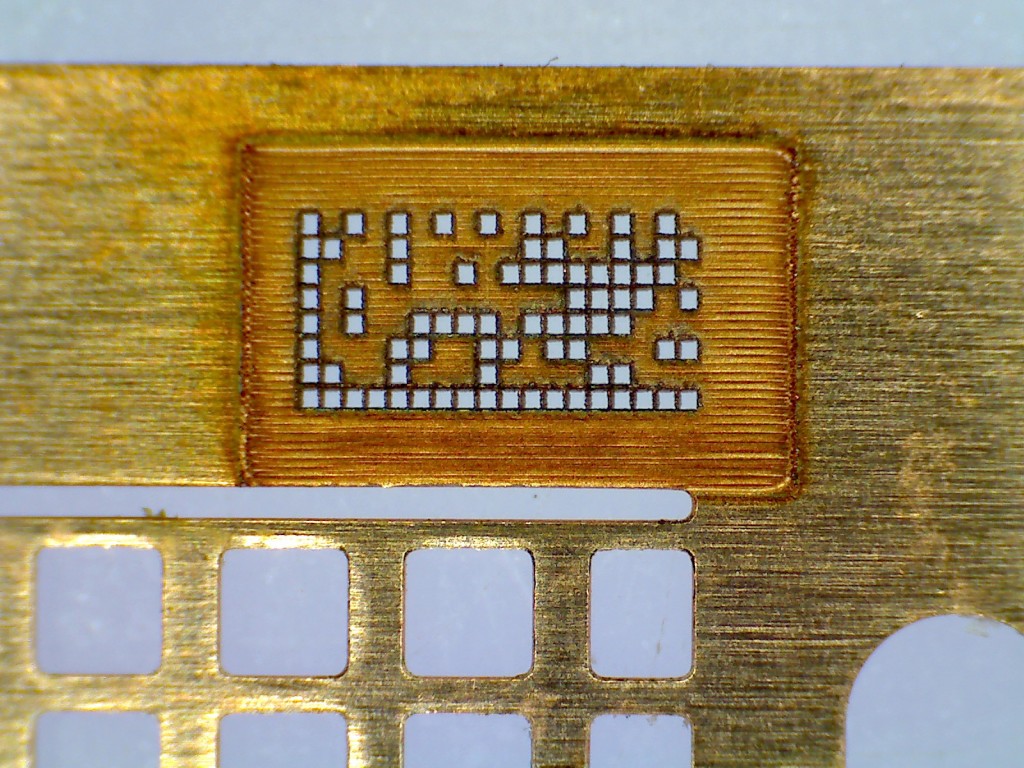
Lead frame laser hole drill through data matrix mark
With global requirement for tighter product traceability on the shop floor and tracking through the entire manufacturing process there is a growing need for a foolproof method to identify each work piece. Data matrix or other 2D codes are commonly used for this purpose as they can hold more information and include built in error correction to improve recovery from mark damage.
Present laser engraving mark on lead frames in semicon backend production has inconsistency in readability because of the bright reflection and poor contrast of the mark, scratches caused to the lead frames travelling along the line and also the possibility of the mark being obliterated by plating processes.
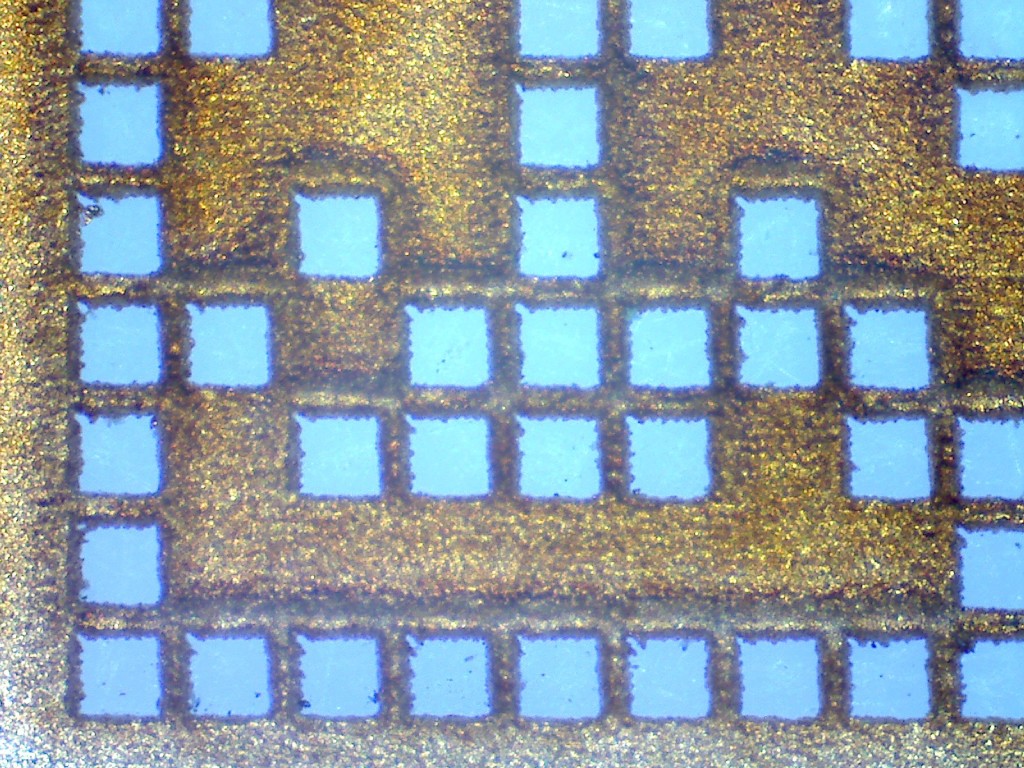
We have developed a laser system to drill through-hole 2D codes on lead frames with minimal charring and contamination, with fast throughput and at reasonable price. Through-hole data matrix offers excellent contrast with a black background, will stay visible even when the mark is scratched or plated over and allows the mark to be read from top and bottom side of the lead frame.
Laser hole drilling in thick kapton
Multiple holes drilled in thick kapton with good result. This is done by a UV laser with special beam delivery optics.

See also LaserMicromachining