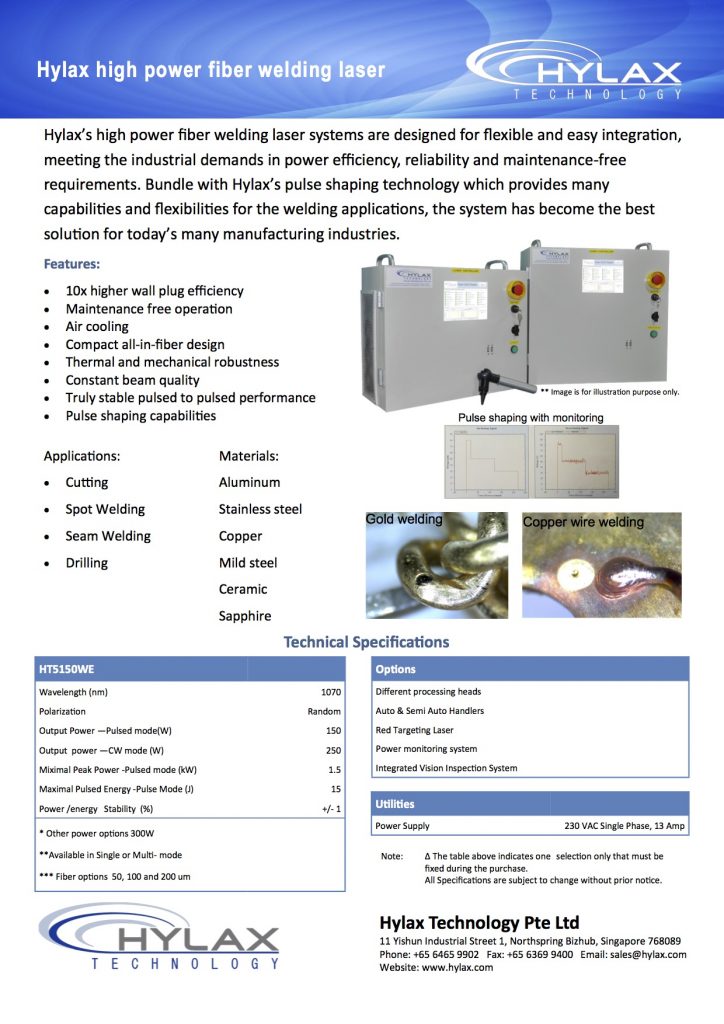
Laser welding is an established process in manufacturing industries. Common methods include seam welding and spot welding. Materials can be similar or different. Dissimilar materials are harder to weld together. For better result usually gas assistance, cover or protection gasses should be delivered into the welding zone. For materials like metals there is a required change in the laser energy profile from starting to continuation and ending of the weld cycle. This is because metals have a hard surface which needs high laser power to punch through. Otherwise the laser energy would just be reflected from the metal shiny surface and wasted. Once the laser breaks the surface, the laser power has to be reduced to prevent spattering or overheating the liquid metal and to prevent oxidation and material loss. Evenly balanced laser energy input then encourages the molten pool formation to join the two pieces and subsequently cool as one. Hylax has developed it’s own controller and software to make this happen.
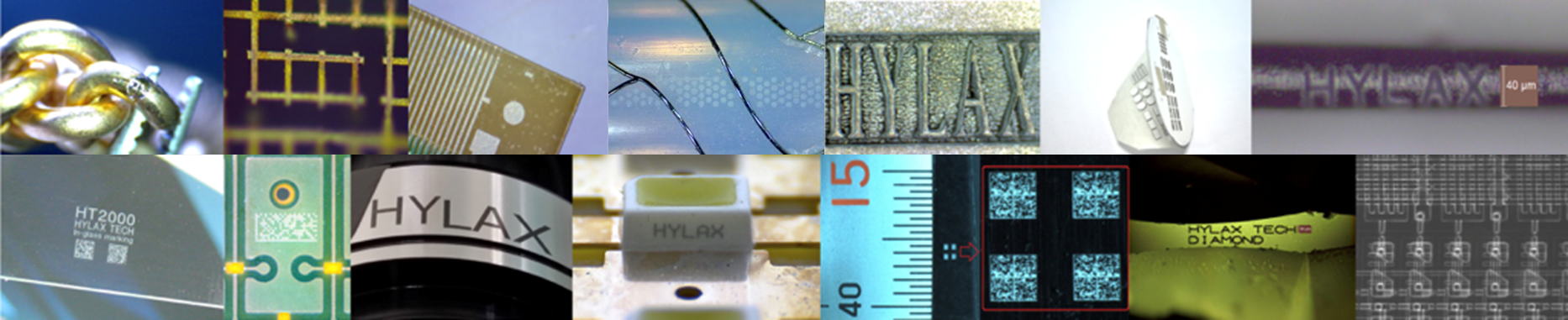
Hylax has developed a new generation of laser welder, with MS Windows based controller with user friendly touch screen interface, high resolution time base power profile programming or power pulse shaping and a variety of interface options to external controllers. It is housed in a ruggedise case for dependable long term operations. It is especially proven in gold chain links welding. With the highly flexible pulse shape programming and unlimited product recipes storage, much thicker links can be welded and quickly with improved finishing and strength than with flat constant power settings.
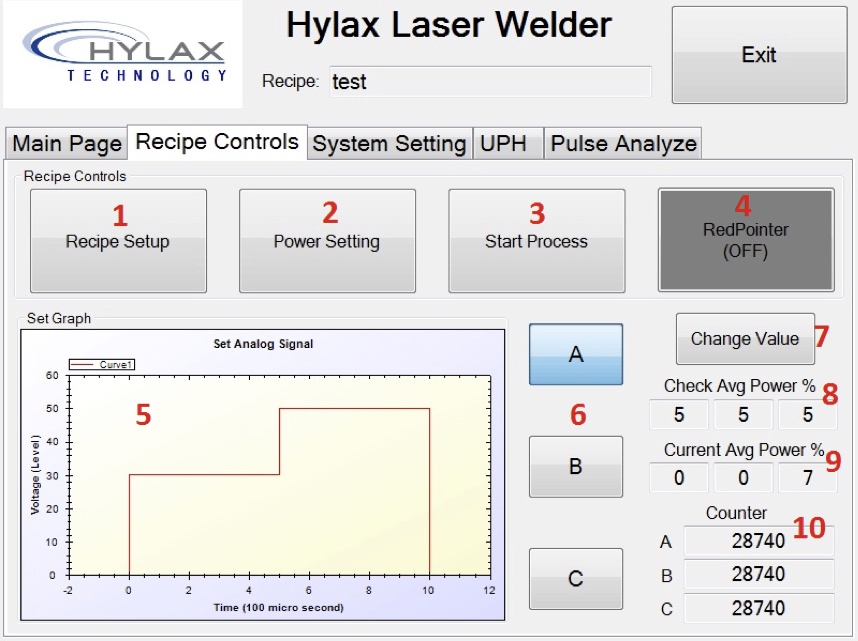
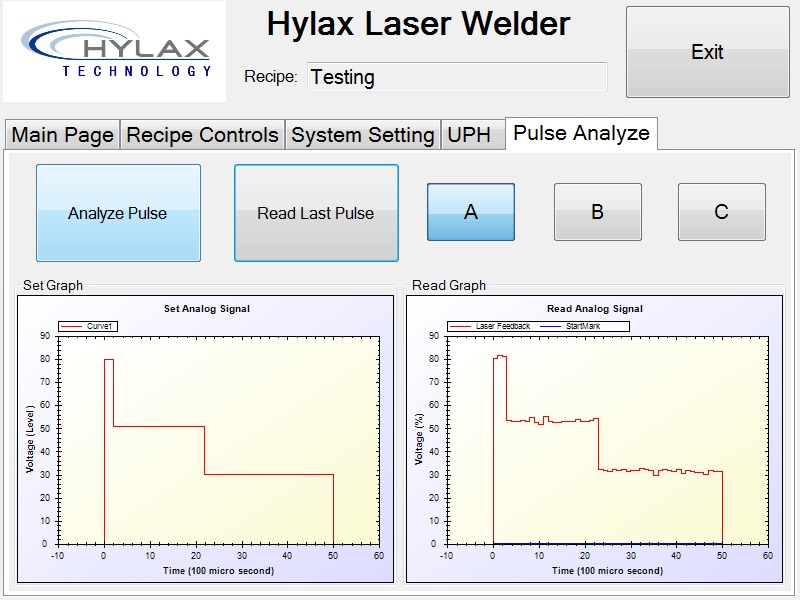
The pulse shaping is implemented by creating a heart beat routine in the PC that runs every 100 us. An analog voltage signal is adjusted by this routine and fed directly into the welder controller to change it’s power rapidly.
Fiber laser welding have grown to become the mainstay in the metals manufacturing industries with multitude of benefits and proven performance.
Why Fiber Laser
Advantages:
- With higher power and superior beam quality, it translates into faster processing speed and better process quality
- Has high wall-plug electrical efficiency
- An ultra-compact footprint
- Superior reliability
- Maintenance-free operation
- Is versatile, flexible and rugged
All of these are important considerations especially for the cost-conscious user but for many manufacturers, it is the versatility of fiber lasers that is taking the technology far beyond simple applications.
Scanhead Welder
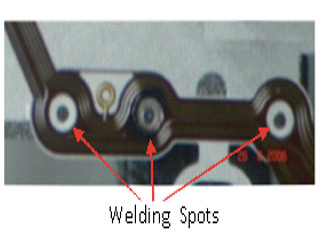
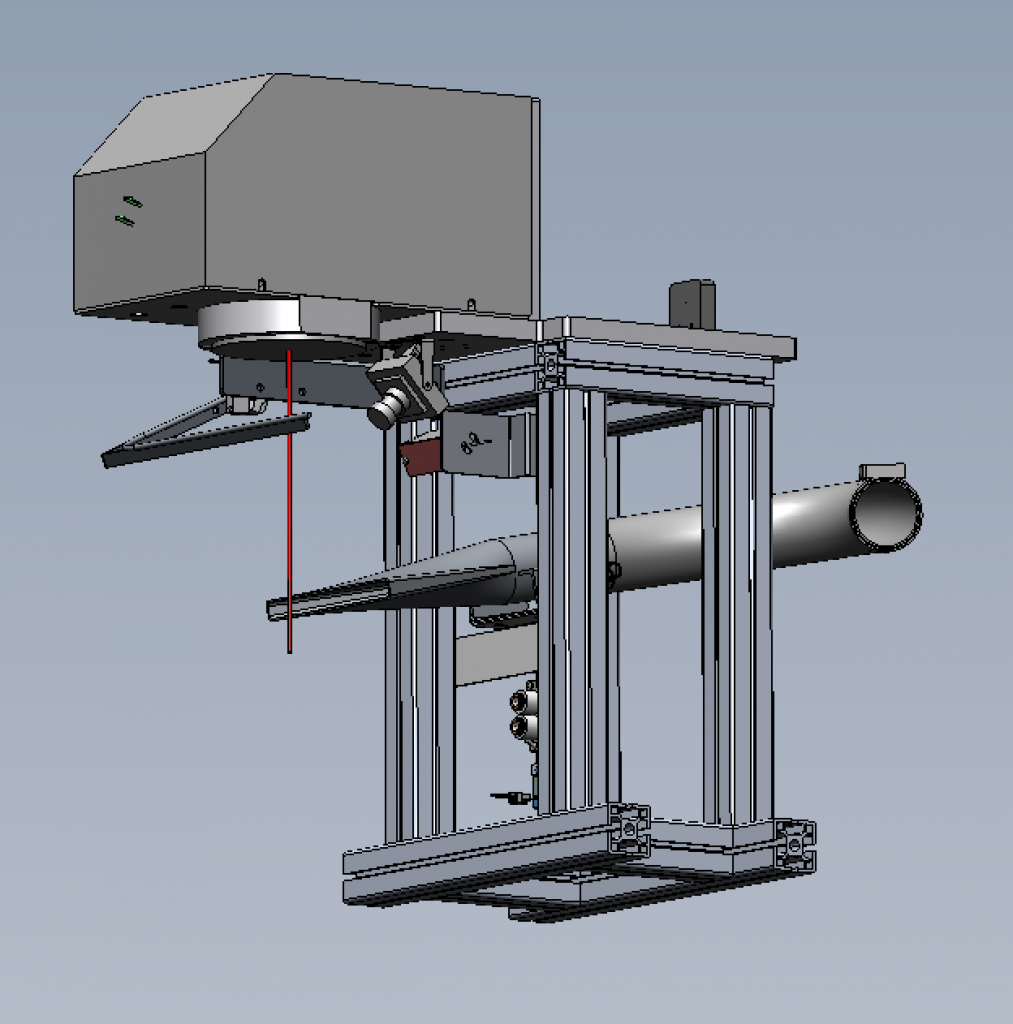
Hylax has a product tool using a scanhead to deliver a laser beam for spot welding of miniature components. With the in-built scanvision technology this tool can be used to rapidly weld small or large components accurately. The inline vision is used to find fiducial points on the product before operation to compensate for location drift where accuracy is required down to micron level. Post operation vision check can be added to ensure that weld quality is acceptable before continuing downstream.
The machine is fully enclosed to meet class one safety standard and includes an XY stage for processing multiple parts before requiring operator intervention. Gas shielding delivery paths are designed into the parts clamping fixture to ensure an inert environment during welding to prevent oxidation and discolouration of the work pieces.
Sophisticated software programming is used to integrate all the operations in a user friendly environment including graphical user interface to allow easy setup of welding locations and sequences. Pulse shaping of laser power is also programmable in high resolution timing for optimum welding results.
The machine shown below is used to weld hard disk suspensions.

See also http://www.hylax.com/scanvision/
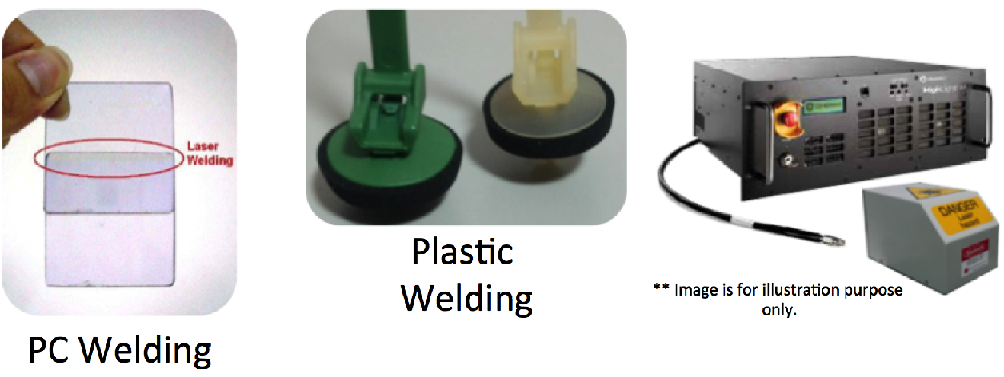
Plastic welding
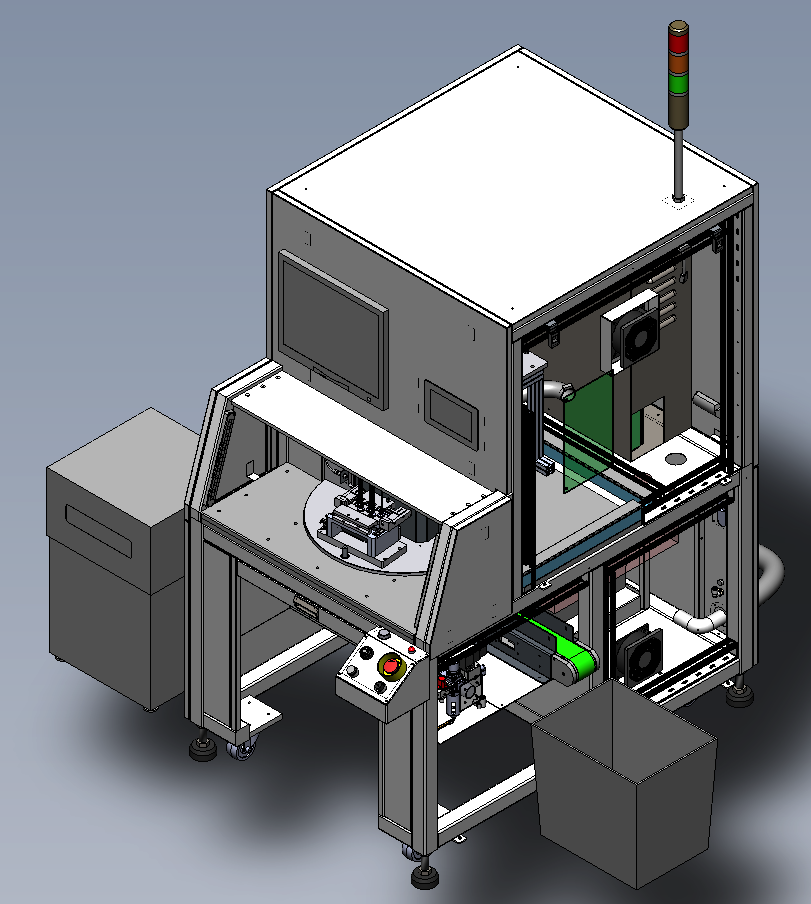
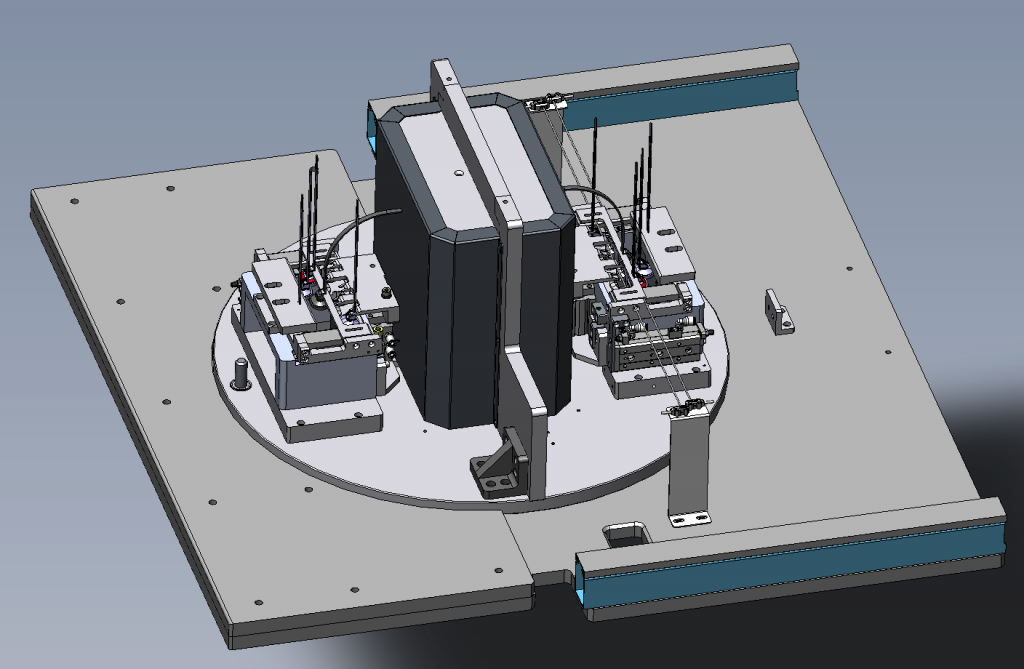
Laser welding of plastic parts is another good application. There are many types of plastic that can be welded together. This includes transparent plastics, opaque plastics of different colours and materials and even between plastic and rubber. Using suitable wavelength we can even guide the laser light to focus into a transparent plastic layer to weld it to the next lower layer without need for additional glue material. Below is an example machine we build for welding plastic to rubber. The product is a cable tie use for critical application needing tight tolerance and consistent result.
The machine uses a rotary table to feed the parts into the welding station. The parts are clamped properly and welded by a fiber laser. The weld is post check by a camera for quality. The parts are then released and fall onto a conveyor and dropped into an output bin. A fume extractor is used to suck away the fumes generated during the welding process.
Click on link to download more info